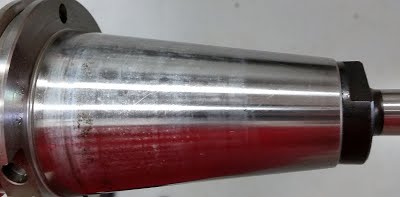
Taper Damage from Fretting
In a tool holder fretting occurs when the taper of the tool holder is pulled to the point of being dis-engaged. The pull out causes a "dog tail" effect where the holder is making contact at the top and bottom of the taper. Depending on the operation the witness marks will be radial rings and/or straight lines along the direction of the taper.

Consider that the tool holder is hanging on to the cutter to the point you are pulling the holder from the machine. When a cutter and holder are put into a fretting situation tool life is dramatically reduced as well as the finish of the part.
Primary Causes:
- Weak / Worn Draw Bar Disk Springs
- Programmed load greater than draw bar force
- Hi-Helix cutter flute designs (over 30 degree) or cutters designed to create negative Z axis pressure
Why?
Cutter company feed rates do not take into account the draw bar strength. Customers push the cutters at or above 100% load exceeding the spindle retention strength (draw force).
- BT30 spindles are approx. 800 ft/lbs on draw froce
- CAT40 @ 1,300-2,200 ft/lbs
- CAT50 @ 6,000+ ft/lbs
If you run a cutter in a BT30 spindle at the same feed rate or spindle load as a CAT50 spindle, the draw bar retaining the tool holder may not be able to handle the load.
To prevent these issues:
- Check and maintain constant draw force. Your machine manufacturer can test the spindles or you can purchase your own gage.
- Program to the machine not the cutter.
With proper programming to the machine tool fretting is eliminated and tool life improves.