Retention Knob Tightening
There is all sorts of information in the market about proper tightening torque on retention knobs that some machine companies are avoiding the situation. Let's break it down...
What are the goals?
- No taper expansion from the tightening of retention knobs (pull studs)
- Improved TIR and Tool Life due to consistency in repeat-ability of the tool holders
- Reduce spindle wear
There are 3 different approaches to the issue, traditional torque, lower torque and a thread locking material.
While this is the approach some of the market has taken the issue becomes " what rating do I torque the knob"? This is where it gets messy...
There are 2 different approaches to Retention Knob Tightening Torque. Traditional and Low Torque System which if you look at the numbers is actually low torque compared to traditional accepted numbers.

To avoid any warranty and safety issues always use the machine tool manufacturer’s specifications.
Traditional Torque
- 30 Taper = 36-40 ft/lbs
- 40 Taper = 76-85 ft/lbs
- 50 Taper = 100-110 ft/lbs
Depending on the material, heat treat and wall thickness of the tool holder the above torque specifications can expand the tool holder taper at the small end causing uneven spindle wear and cutting tool runout. Many companies have started using a lighter torque number to reduce or eliminate the expansion. Many machine tool manufacturer’s do not recommend this lighter system.
Low Torque
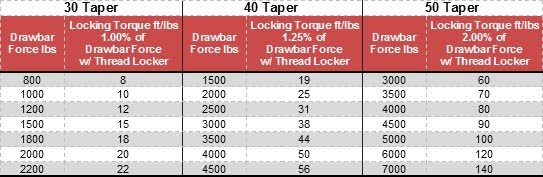
The promoter of this system has a different name but if you compare the numbers you will find the torque is not high but low. The information below is a guide, please always refer to the machine manufacturer's for specifications for your machine.
As described above, proper retention knob locking torque is critical to reduce spindle wear and maintain cutting tool life. Over tightening the retention knob will expand the small end of the tool holder shank. The expanded area will make contact in the spindle taper and cause uneven wear. Thread locking material is required when cutting tool vibration is present or operating at high spindle RPM’s. To reduce or eliminate tool holder expansion reducing the torque to the chart below. These numbers were developed by the inventors of the Low Torque System.
The developers of this system did not take centrifugal expansion in high speed applications into consideration with the numbers provided above.
Issues with this approach:
- Torque value maybe to low for roughing
- Torque value maybe to low to compensate for centrifugal expansion from high RPM
- Taper expansion is "reduced" not eliminated
Thread Locker
Thread Locker has been a proven system for many years. For 1/4-3/4 diameter threads Loctite® recommends several versions. I selected the high temperature #243 and the paste #248. My test pieces are CAT40 end mill adapters and MAS 403 Type 1 (used on HAAS® and many others) retention knobs.
#243
I applied a band of the material, filling a thread on the retention knob. I did not clean the knob, I just wiped off surface oil. I threaded the knob in and snugged tightened (less than 10lbs of torque). Let setup for 24 hours per manufacturer's recommendations.
Using a torque wrench the removal torque was 75 ft/lbs
#248
I applied a band of the material, filling a thread on the retention knob. Due to the paste stick more locking material was applied then the #243 test. I did not clean the knob, I just wiped off surface oil. I threaded the knob in and snugged tightened (less than 10lbs of torque). Let setup for 24 hours per manufacturer's recommendations.
Using a torque wrench the removal torque was 90 ft/lbs
With both of these materials my taper expansion was 0 and I maintained a high locking toque after the material fully setup. It is recommended to test in your environment to determine the applicable amount and type of thread locker to fit your shops situation.
If your goal is the best TIR, the best tool life and consistent tool changes, Thread Locker is the only proven system that works every time when properly applied per manufacturer's recommendations.
Note: The information above is an example. Contact your thread locker supplier for the correct product to fit your application and locking requirements.


Longer Threaded Knobs
The picture to the right, the knob to the right is the standard JMTBA MAS 403 Type I knob (silver & black) that fits many machines including Haas. The knob to the left is the old ANSI standard. The knob in center of the picture is another manufacturer's HT knob (black). Some marketing shows this huge difference between these knobs, in most cases this is not true because they are not comparing the same style of knobs.
Flange to end of thread dimension:
- MAS 403 Type I = 25mm or 0.984"
- HT Knob = 27.4mm or 1.080"
The difference in the 2 knobs is 0.096".
The simplest and best approach is:
"what does your machine tool company recommend for the machine".
To avoid any warranty and safety issues always use the machine tool manufacturer’s specifications.

Showing ANSI knob next to a long JMTBA and a standard JMTBA.

Showing the Mazak® ANSI version next to standard ANSI.

Retention Knobs are threaded into a tapered shank with the assumption they are into the locking taper of the machine. The spindle designs are based off of ANSI B5.18-1972 R1991 which provides a grind relief and reduces the tool holder taper contact. Unfortunately many machine tool manufacturer's take liberties on the diameter of the relief shown on the tool holder below which reduce the taper engagement.
The reality is that with most CAT40 spindles the length of 0.750" from the small end of the taper is not engaged in the spindle. Longer retention knobs put the expansion point at tool to spindle contact point. The unintended results are expanding the taper at the spindle contact point. This provides no advantage over standard retention knobs and in some cases makes the effect worse than standard retention knobs.
What the alternate locking systems did right was convince end users to use a torque wrench to control locking torque which provides consistency tool to tool. The longer knob and spindle expansion theories are based on industry standards that are not followed by machine tool manufacturer's. The reality is that any knob with consistency in locking torque can provide improvements. The amount of improvement will be dependent on the machine spindle's actual design not the length of the knob. Thread Locker provides no taper expansion providing the most consistency runout tool change to tool change.
Loctite® is a registered trade mark of the Henkel Corporation.
HAAS® is a registered trade mark of Haas Automation, Inc.
Mazak® is a registered trade mark of Mazak Corporation